

Hot Forging Parts Factory In China
Hot Forging is a forging process where metal is pressed, pounded or squeezed under great pressure into high strength parts known as forgings.Hot Forging service include Impression Die Forging, Open Die Forging and Seamless Rolled Ring Forging.
The Hydraulic press is the main hot forging equipment from Pintejin Forging Company. At present, the company has a die forging production line with 4000T hot die forging press, 2500T hot die forging press, 1000T hot die forging press,650T hot die forging press, and 400T hot die forging press as the main machines. The annual design capacity is 28,000 tons. The heating of the production line adopts an infrared temperature-controlled IGBT induction heating furnace.
Custom manufacturer of hot forging parts. Various forging products include bars, bearings, flanges, gears, upsets and rods. Hastelloy®, Inconel®, Monel®, nickel, stainless steel, tantalum, titanium and other materials used. Available in 0.5 in. to 18 in. width and 0.5 in. to 18 in. height with +/-0.020 in to +/-0.25 in. tolerance. Secondary processes such as cleaning, grinding, heat treating and polishing provided. Prototype and low volume production offered. Aerospace, automotive, chemical, dental, electrical, food and beverage, laboratory, marine, military and mining industries served. CAD files accepted, and other high-quality forgings totaling thousands of types and weighing 0.2-20kg. The precision can reach the advanced international standard of hot precision forging.

What Is Hot Forging
The Blanking Method Of Hot Forging
Except for large and medium-sized free forgings that use steel ingots as blanks, general forgings use various metal bars as blanks. Before forging, the bar material is generally cut into pieces according to the required size on a special blanking equipment. The commonly used blanking methods are as follows:
Sawing
- Sawing and blanking are often carried out on circular saws, hack saws and high-speed band saws.
- The circular saw is driven by a motor to drive a toothed saw disc to rotate and move at a slow speed to cut off the bar. The maximum diameter of the saw disc can reach 2m, and the diameter of the bar that can be sawed is below 750mm.
- The hacksaw is driven by a motor to drive a toothed saw blade to move back and forth to cut off the bar. The diameter of the bar that can be sawed is less than 100mm. Bars with particularly small diameters can also be sawn off in bundles.
- The characteristics of sawing are that the cut section is flat and the size is accurate; but the productivity is low, there is a loss of the saw edge, and the loss of the saw blade and saw disk is also relatively large. High-speed band saw is a relatively advanced cutting equipment with high production efficiency and regular blank shape.
Cut
- Shearing and blanking is generally carried out on a shearing machine, which can cut billets with a diameter of less than 200mm. When cold shearing the billet, a large amount of stress will be generated at the sheared place and cracks will appear. Therefore, high carbon steel, alloy steel and billets with larger cross-sectional dimensions need to be preheated to 350~700 °C before shearing; Steel billets with smaller cross-sectional dimensions such as carbon steel and medium carbon steel can be cold sheared.
- The feature of shearing machine cutting is that it can be equipped with an automatic feeding and discharging mechanism. The working conditions of the workers are better, the production efficiency is high, the metal is saved, and the utilization rate of materials is improved. However, the shearing end face is uneven and slightly skewed, especially when shearing billets with large diameters in a hot state. Shearing machines are commonly used in mass production die forging shops.
- Shearing and blanking can also be carried out on equipment such as edge trimming punches and friction presses.
Break Off
- The breaking and blanking is carried out on a hydraulic press or a crank press. Pressure is applied to the material through the punch, causing the material to break along the pre-cut cuts. Its principle is shown in Figure 1. Before breaking, a pre-cut is generally made by sawing or gas cutting. The purpose is to cause a large stress concentration at the cut to ensure that when the material is broken at a certain part, it will not produce large plastic deformation and affect the section quality.
- Breaking is suitable for high carbon steel and high alloy steel with higher hardness. Such as GCr15, GCr15SiMn, GSiMnMo, GSiMnV and other bearing steel, the heating temperature is 300 ~ 400 ℃.
Grinding Wheel Cutting
- Grinding wheel cutting is carried out on a grinding wheel cutting machine. The grinding wheel cutting machine is driven by a motor to rotate the thin-film grinding wheel (generally below 3mm in thickness) at high speed, and manually or mechanically makes it move up and down to cut off the billet. The grinding wheel cutting machine can cut metal blanks of any hardness below 40mm in diameter.
- The characteristics of grinding wheel cutting are high productivity and smooth cutting section; but the loss of thin grinding wheel is large, the labor conditions of workers are poor, and good ventilation equipment is required.
Flame Cutting
Flame cutting is also called gas cutting. The principle is to use a gas cutter or an ordinary welding torch to locally heat the steel to the melting temperature with an oxygen stream, so that it gradually melts. It is mainly used for large section cutting of large billets and forgings (the thickness of the cutting section can reach more than 1500mm), and can also be used for trimming of large die forgings produced in small batches.
Anode Cutting
The principle is to use the effect of electric corrosion and electrochemical corrosion to cut metal materials. The size of the material to be cut is 30 to 300 mm. Anode cutting is characterized by high productivity, less waste, and can cut metal materials of any hardness with a smooth section.
The Purpose And Method Of Hot Forging
The purpose of heating the metal blank before forging is to improve the plasticity of the metal, reduce the deformation resistance, make it easy to flow and form and obtain a good after-forging structure. Therefore, heating before forging has a direct impact on improving forging productivity, ensuring forging quality and saving energy consumption. According to the different heat sources used, the heating methods of metal blanks can be divided into two categories: flame heating and electric heating.
Flame Heating
- Flame heating is the use of fuel (coal, coke, heavy oil, diesel and gas) to burn in a flame heating furnace to generate a high-temperature gas (flame) containing a large amount of heat energy, and transfer the heat energy to the surface of the blank through convection and radiation, and then conduct heat from the surface to the center. The metal blank is heated.
- When the heating temperature is lower than 600 ~ 700 ℃, the heating of the blank is mainly by convection heat transfer. The so-called convection heat transfer means that the flame flows continuously around the blank, and the heat energy is transferred to the metal blank by means of the heat exchange between the high temperature gas and the surface of the blank. When the heating temperature exceeds 700 ~ 800 ℃, the heating of the blank is mainly based on radiation heat transfer. The so-called radiative heat transfer is to convert thermal energy into radiant energy through high temperature gas and furnace. Generally, when an ordinary forging furnace is heated at high temperature, the radiation heat transfer accounts for more than 90%, and the convection heat transfer accounts for only 8% to 10%.
- The advantages of the flame heating method are that the fuel source is convenient, the furnace is simple to build, the heating cost is low, and the adaptability to the blank is wide. However, the labor conditions are poor, the heating speed is slow, the efficiency is low, and the heating quality is difficult to control. This heating method is widely used in the heating of various blanks.
Electric Heating
Electric heating is to heat the metal blank by converting electrical energy into thermal energy. Among them are induction electric heating, contact electric heating, resistance furnace heating and salt bath furnace heating.
1. Induction electric heating
- Under the action of the alternating magnetic field generated by the induction of the alternating current, alternating eddy currents are generated inside the metal blank. The metal blank is heated directly due to eddy currents and magnetization heating (below the magnetic transition point).
- When the blank is heated by induction, the current density generated inside is uneven along the cross-section, the center current density is small, and the surface current density is large. This phenomenon is called the skin effect. As a result, the surface metal is mainly heated by the passing of the current, and the core metal is heated inward by the heat of the outer layer. For large-diameter blanks, in order to increase the heating speed, a lower current frequency should be selected to increase the current penetration depth; while for small-diameter blanks, due to the smaller cross-sectional size, a higher current frequency can be used, which can improve the electrical conductivity. effectiveness.
2. Contact electric heating
- The principle of contact electric heating is to directly pass a low voltage and a large current to the metal blank. Due to the certain resistance of the metal, the passing of the current will generate heat, thereby heating it.
- For a blank of a certain size, to be heated to a specified temperature, a certain amount of heat needs to be generated. The resistance value of general metal is relatively small, in order to improve productivity and shorten heating time, it is necessary to pass a large current into the blank. In order to avoid short circuit, the method of reducing the voltage is often adopted to obtain a large current with a low voltage. Therefore, the no-load voltage of the secondary terminal of the transformer used for contact electric heating is only 2-15V.
- The characteristics of contact electric heating are: fast heating speed, less metal burning loss, unlimited heating temperature range, high thermal efficiency, low power consumption, low cost, simple equipment and convenient operation. However, the surface roughness and shape and size of the blanks are strictly required, especially the ends of the blanks must be regular without distortion. In addition, the measurement and control of the heating temperature is also difficult. Suitable for global or local heating of long blanks.
The Range Determination Of Hot Forging
Hot forging is carried out within a certain temperature range. The forging temperature range of steel refers to a temperature range between the starting forging temperature (initial forging temperature) and the ending forging temperature (final forging temperature).
The basic principle for determining the forging temperature range is to ensure that the steel has high plasticity, low deformation resistance, and high-quality forgings.
The basic method to determine the forging temperature range is: based on the balance diagram of the steel, and then refer to the plasticity diagram, resistance diagram and recrystallization diagram of the steel, and comprehensively analyze the three aspects of plasticity, quality and deformation resistance, so as to determine the initial forging temperature. and final forging temperature.
Generally, the forging temperature range of carbon steel can be directly determined according to the iron-carbon balance diagram. For the forging temperature range of most alloy structural steels, it can be considered with reference to carbon steels with the same carbon content. However, for high-alloy steels with low plasticity and steels that do not undergo phase transformation (such as austenitic steels, pure ferritic steels), it is necessary to pass tests to obtain a reasonable forging temperature range.
Determination of temperature
To determine the initial forging temperature of steel, we must first ensure that the steel has no overburning phenomenon. Therefore, for carbon steel, the initial forging temperature should be lower than the initial melting line of the iron-carbon balance diagram by 150-250 °C, as shown in Figure 2. In addition, factors such as blank structure, forging method and deformation process should also be considered.
Final forging temperature
When determining the final forging temperature, it is necessary to ensure that the steel has sufficient plasticity before the final forging, and that the forging can obtain good microstructure and properties. Therefore, the final forging temperature of the steel should be higher than the recrystallization temperature to ensure complete recrystallization after forging, so that the forging can obtain a fine-grained structure.
For carbon steel, the final forging temperature cannot be lower than the A1 line of the iron-carbon balance diagram. Otherwise, the plasticity will be significantly reduced, the deformation resistance will increase, the work hardening phenomenon will be serious, and forging cracks will easily occur.
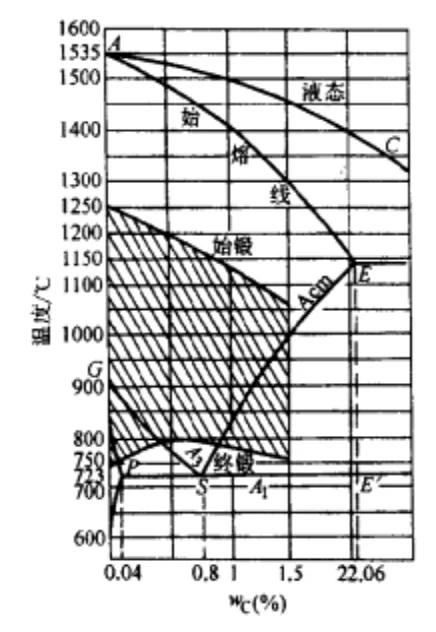
For hypoeutectoid steel, the final forging temperature should be 15-50 °C above the A3 line, because it is located in the single-phase austenite region. The organization is uniform and plasticity is good. However, for low carbon steel (carbon content less than 0.3%), the final forging temperature can be reduced to below the A3 line. Although it is in the (γ+α) dual-phase region, it still has sufficient plasticity, and the deformation resistance is not too high. Expanded forging temperature range.
For hypereutectoid steel, the final forging temperature should be below the Acm line and 50 to 100°C above the A1 line. This is because if the final forging temperature is selected above the Acm line, secondary network cementite will precipitate along the grain boundary during the cooling process after forging, which will greatly reduce the mechanical properties of the forging. Such as forging between Acm line and A1 line, due to the mechanical crushing effect of plastic deformation, the precipitated secondary cementite can be dispersed.
It should also be pointed out that the final forging temperature of the steel is also related to the structure of the steel, the forging process and the subsequent processes. For steels without phase transformation, since the grain size cannot be refined by heat treatment, the grain size can only be controlled by forging. In order to obtain fine grains in forgings, the final forging temperature of this type of steel is generally low. When waste heat treatment of forgings is carried out immediately after forging, the final forging temperature should meet the requirements of waste heat treatment. If the material of the forging is low carbon steel, the final forging temperature is slightly higher than A. String
Powder Hot Calcined
Ordinary powder metallurgy products have limited application scope due to the existence of a certain number of pores and low strength. Practice has proved that the density of powder materials or products can reach or approach its theoretical value by using hot forging process.
There are two types of hot forging process, one is that the powder preform is hot forged without pre-sintering, which is called powder forging, and the other is that the powder pre-form is hot forged after pre-sintering, which is called powder sintering forging. Most use the latter, and sinter in a protective atmosphere to make it have a certain strength, and then heat the preform to the forging temperature. After heat preservation, it is quickly put into the die cavity for forging, and the forgings that meet the design requirements can be forged at one time.
Compared with general forging, powder hot forging, on the one hand, absorbs the characteristics of ordinary die forging process, and increases the density of the product by heating the powder preform through heating forging, so that the performance of the product is close to or even exceeds the level of similar molten casting products. On the one hand, powder hot forging maintains the characteristics of powder metallurgy process.
The forging flow stress of powder preforms is much lower than that of ordinary fused cast materials because they contain about 80% porosity. Therefore, it can be formed at a lower forging energy, and at the same time, by reasonably designing the shape and size of the preform, the weight can be accurately controlled, and the die forging without burrs or less burrs can be realized, and the utilization rate of materials can be improved. Generally speaking, the utilization rate of powder hot forging materials is more than 80%, while that of ordinary forging is only about 50%. Compared with general forged products, powder forged products have the characteristics of high dimensional accuracy, uniform structure and no component segregation. Another important feature is that it can forge metals or alloys that are generally called difficult to forge, such as hard-to-deform high-temperature casting alloys, which can be forged into various products or complex shapes through powder hot forging.
Powder hot forging technology is developed on the basis of ordinary powder metallurgy and precision die forging. Because the powder hot forging process improves the quality of metal products, at the same time, it can achieve less or no cutting, simplify the machining process, save precious materials and processing time, and thus arouse widespread attention. In many sectors of industry and agriculture, powder hot forging products are widely used. However, its process is still in the early stage of development, and it still needs to be gradually improved and improved in scientific research and production.
Cold Forging VS Hot Forging
Cold forging is performed at room temperature, and hot forging is performed at high temperature. Cold forging has a hard working hardness during forming, and hot forging has a soft working hardness during forming. The pressure of cold forging during molding requires a large pressure, and the pressure of hot forging during molding may be relatively small. The processing accuracy of cold forging after forging can have high accuracy, and the processing accuracy of hot forging after forging is low. While cold forging jobs are suitable for relatively small jobs, hot forging jobs can be a big deal.

Hot Die Forging. Hot forging requires heating the metal above its recrystallization temperature. That could mean heating the metal up to 2,300 degrees Fahrenheit. The main benefit of hot forging is that the energy required to properly form the metal is reduced. This is because overheating reduces yield strength and improves ductility. Hot forged products also benefit from the elimination of chemical inconsistencies.
Cold forging generally refers to forging metal at room temperature, although any temperature below recrystallization is possible. Many metals, such as high carbon steel, are too strong for cold forging. Despite this hurdle, cold forging does make it hotter in terms of criteria such as dimensional control, product uniformity, surface finish and contamination. Cold forging includes a variety of forging techniques, including bending, extrusion, cold drawing, and cold heading. However, this increased versatility comes at a price, as cold forging requires more powerful equipment and may require the use of intermediate annealing.
Hot Forging Part In China Hot Forgings Suppliers
As a professional forging manufacturer, Pintejin has extensive forging expertise, such as hot forging, warm forging and cold forging, as well as design and engineering expertise. With our unparalleled manufacturing capabilities, we strive to challenge long-term practices to constantly exceed the established framework constantly.We have many years of experience in manufacturing a variety of high-performance, critical and safety components.
-

Forging 5083 5052 6061 7075 2A12 Aluminum Flange
-

Aluminum Alloy Forged Mountain Bike Shoulder Cover
-

Aluminum Hot Die Forging Automotive Parts
-

Aluminum Alloy Die Forged Bike Folder Shoulder Cover V Brake Parts
-

Aluminum Alloy Hot Forged Bike Transmission Hook
-

Die Forged Packing Belt Connecting Mesh Ring
-

Forged Carbon Steel Special-Shaped Split Flange
-

Custom Forged Special-Shaped Hinge Spade Pins
If you are looking for Metal Forging Service,Pintejin is ready to give them to you! With us, you will have the opportunity to make your custom Hot forging parts, cold forging parts,machined parts, prototype production easy and less hassle. If you want to avail our service, call us now and get a metal forgings quote!


