

Open Die Forging
Open die forging is a processing method in which the metal is freely deformed in all directions between the upper and lower anvil surfaces by impact force or pressure, and the required shape and size and certain mechanical properties are obtained without any restriction, which is referred to as free forging.Open die forgings are offered here at Pintejin Forging Company.Our unique forging equipment is capable of forging close tolerances to minimise the amount of machining required on a finished part.
Open die forging is characterized by simple tools and equipment, good versatility and low cost. Compared with casting blanks, Open die forging eliminates shrinkage holes, shrinkage porosity, pores and other defects, so that the blanks have higher mechanical properties. Open Die Forgings are simple in shape and flexible in operation. Therefore, it has special significance in the manufacture of heavy machinery and important parts.
What Is Open Die Forging
The Application Fields Of Open Die Forging
The Classification Of Open Die Forging
The Major Equipment Of Open Die Forging
The Defect Of Open Die Forging
- Cracks: may be caused by poor billet quality, insufficient heating, too low forging temperature, improper cooling of forgings and wrong forging methods.
- End depression and axial crack: It may be caused by the fact that the inside of the billet is not heated during forging or the entire section of the billet is not forged through, and the deformation only occurs on the surface of the billet.
- Folding: It may be caused by the feeding amount of the blank during forging is less than the single-sided pressing amount.

The Process Of Open Die Forging
The basic processes of Open Die Forging include upsetting, drawing, punching, bending, torsion, offset, cutting and forging.
[Pull Out] is also called elongation, which is a forging process that reduces the cross-sectional area of the blank and increases the length. Pull out length is often used for forging rods and shaft parts. There are two main methods of pulling out:
- Pull out on the flat anvil.
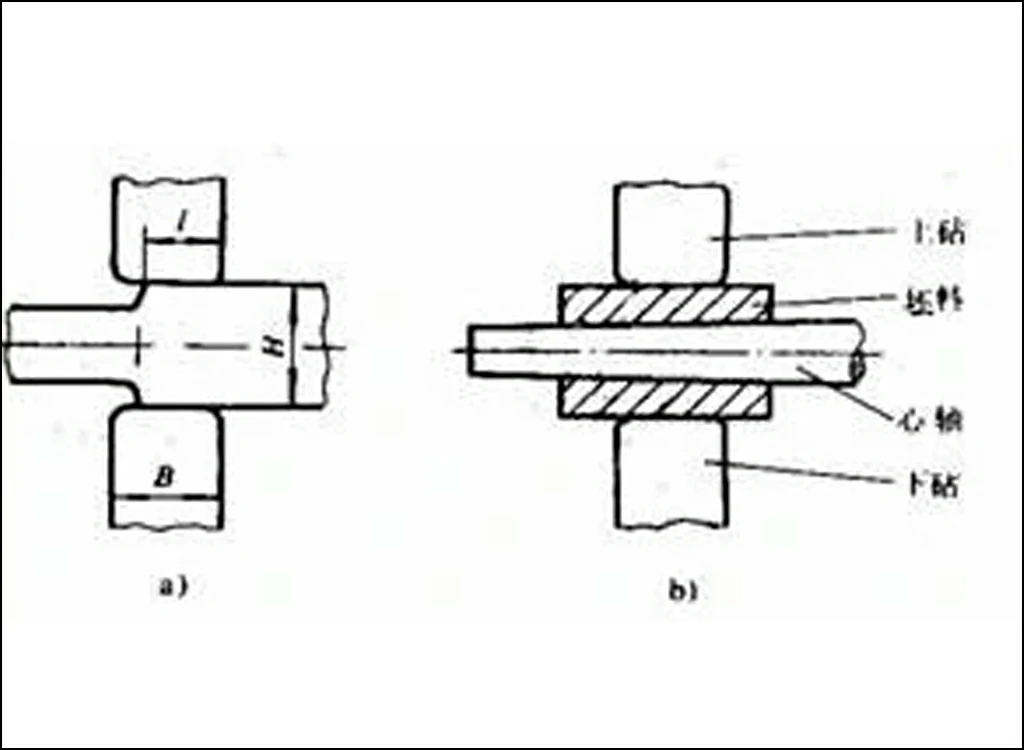
- Pull out on the mandrel. During forging, the mandrel is first inserted into the punched billet, and then drawn as a solid billet. When drawing long, it is generally not drawn at one time. First, the blank is drawn into a hexagonal shape, and after forging to the required length, the chamfer is rounded and the mandrel is taken out. In order to facilitate the removal of the mandrel, the working part of the mandrel should have a slope of about 1:100. This drawing method can increase the length of the hollow blank, reduce the wall thickness, and keep the inner diameter unchanged. It is often used for forging long hollow forgings such as sleeves.
[Upsetting] is a forging process that reduces the height of the blank and increases the cross-sectional area. The upsetting process is mainly used for forging gear blanks and round cake forgings. The upsetting process can effectively improve the blank structure and reduce the anisotropy of mechanical properties. Repeated upsetting and drawing can improve the morphology and distribution of carbides in high-alloy tool steels. Upsetting mainly has the following three forms:
- Complete upsetting. Complete upsetting is to place the blank vertically on the anvil surface, and under the hammering of the upper anvil, the blank will be plastically deformed with a height reduction and an increase in the cross-sectional area.
- The end upsetting. After the billet is heated, one end is placed in a drain or mold to limit the plastic deformation of this part, and then the other end of the billet is hammered to make it upsetting. The upsetting method of the leaking disc is mostly used for small batch production; the method of upsetting the tire mold is mostly used for mass production. Under the condition of single-piece production, the part that needs upsetting can be heated locally, or after all heating, the part that does not need upsetting can be chilled in water, and then upsetting is performed.
- Upsetting in the middle. This method is used for forging forgings with large middle section and small sections at both ends. For example, gear blanks with bosses on both sides are forged by this method. Before the upsetting of the billet, both ends of the billet should be thinned first, and then the billet should be upright in the middle of the two leakage pans for hammering to make the middle part of the billet upsetting. In order to prevent the billet from bending during upsetting, the ratio of the billet height h to the diameter d h/d ≤ 2.5.


Punching
[Punching] is a forging process in which a through hole or an impermeable hole is punched out of the blank. There are two main methods of punching:
- Double-sided punching method. When the punch is punched to the depth of 2/3 to 3/4 on the blank, take out the punch, turn the blank, and then use the punch to align the position from the reverse side to punch out the hole.
- Single-sided punching method. For blanks with small thickness, single-sided punching method can be used. When punching, the blank is placed on the backing ring, the big end of a slightly tapered punch is aligned with the punching position, and the blank is hammered into the blank until the hole penetrates.
Bending
[Bending] A forging process in which a blank is bent into a specified shape using a certain tool and die is called bending.
There are two commonly used bending methods:
- Forging hammer compression bending method. One end of the blank is pressed by the upper and lower anvils, and the other end is struck with a sledgehammer or pulled by a crane to bend it into shape.
- Die bending method. Bending in the pad die can obtain small forgings with more accurate shape and size.
Cutting
Staggered Shift
Forging Connect
Twisting
If you are looking for Metal Forging Service,Pintejin is ready to give them to you! With us, you will have the opportunity to make your custom Hot forging parts, cold forging parts,machined parts, prototype production easy and less hassle. If you want to avail our service, call us now and get a metal forgings quote!


