

In the actual production process, the product specifications often exceed the comprehensive production capacity of the press of the enterprise. For example, although the tonnage of the press can meet the needs of the process, the tonnage of the operating machine is too small to carry out upsetting and drawing. In particular, the forging ratio of direct drawing due to non upsetting is very small, which can not meet the production requirements. Then, in the case of fierce market competition, the profit of forgings is already very thin. If outsourcing production is carried out again, it will not only be difficult to ensure the quality and delivery time, but also lose a lot only in terms of order price and profit. This paper introduces that under the condition of small tonnage operating machine, the method of forging with press walking table can not only meet the manufacturing needs of qualified products, but also greatly expand the production capacity space of the enterprise itself.
The Application Example Of Walking Platform Forging
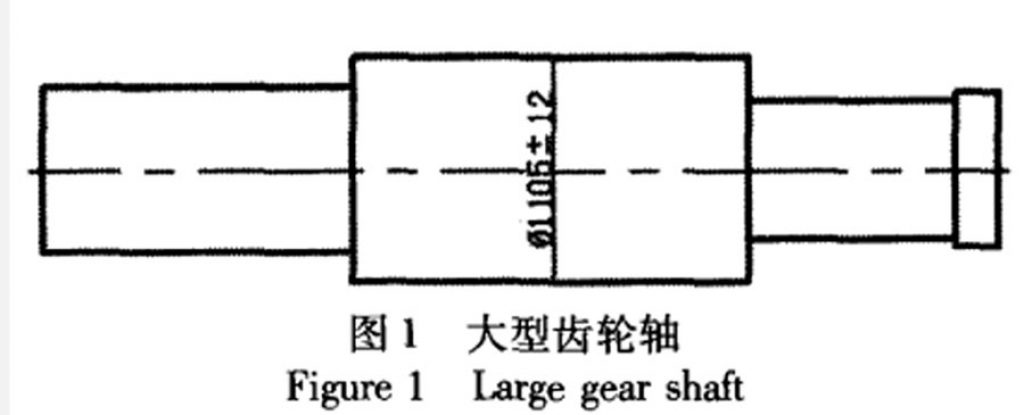
The company has accepted the order of three gear shafts from a large gearbox factory in China. The material is 17CrNiMo6. The diameter of the forging body exceeds 1100mm (as shown in Figure 1). The actual weight of the forging is more than 27t, and the NDT requirements shall not have 1.6mm defects. In view of such high technical requirements, 38t double vacuum refined steel ingots of Shanghai heavy machinery factory are selected as materials.
In that year, the capacity of the original operating machine of 36MN hydraulic press of the company was only 20t. In addition, there is a 10t turnover machine, which is too small, but can play a little role in helping rotation.
Based on the existing equipment conditions of the enterprise and judging according to the process criteria of effective compaction forging method, it is not a problem to adopt the table forging method to ensure the compaction and penetration of forgings and the qualification of NDT. The key lies in whether the operation process can be realized smoothly. Walking table forging uses the middle part of the walking table of the press, which is often used to upset the ingot, and its strength and stiffness are not a problem. The way of walking table forging is equivalent to FM method. The average diameter of the steel ingot used is about 1500mm. The forging ratio of the large body of the forging is calculated to be 1.84. Considering the good plasticity of the material, it is adopted to directly lengthen without chamfering and pressing the tong handle.
After the large deformation process, press octagonal first, then remove the ingot riser and press the clamp handle at the bottom, which can greatly reduce the weight of the blank and make the forming process easier. In order to ensure full compaction and forging penetration, during the drawing process of only 8 times in total, the measure of full anvil pressing the middle of the first anvil in each time is taken. The whole process only flips twice 180., It is equivalent to continuous drawing for 4 times in each direction, two of which have pressed the 1105mm size of the forging body, and the minimum one is 980mm (see Table 1 forging process).
During these two overturns, the blank is clamped out with holding pliers, overturned outside the hydraulic press, and then held back to the walking platform to continue forging. Due to the proper cooperation between process design and team operation, the three gear shafts are formed smoothly. It should be noted that during the heating process of the last two fires, the holding time should not be too long to prevent excessive grain growth. Then, after forging, normalize twice, refine the grain and temper to eliminate the stress. Finally, through ultrasonic testing, no obvious defect wave is found, and the internal quality is very ideal.
The Conclusion Of Large Shaft
When the press has the ability to compact and forge thoroughly, and the tonnage of the operating machine is too small, the method of traveling crane cooperation and table forging can give full play to the potential of the equipment and expand the production capacity space of the press. This ensures the economic benefits of the enterprise and will not cause damage to the equipment.








